

400-6863-880

订单提交后,10分钟内,我们将安排工作人员和您联系!
北京科检检测技术有限公司
电话:400-6863-880
邮箱:Beijingkejian@163.com
地址:北京市经济技术开发区宏达南路5号1幢412房
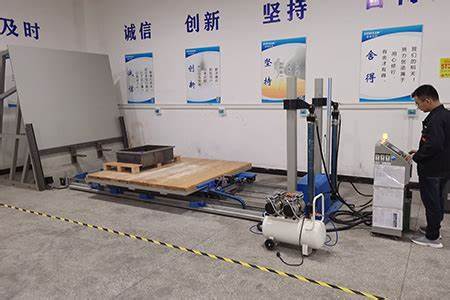
焊接工艺评价焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前,唯一的焊接工艺是铁匠沿用了数百年的金属锻焊。最早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气
400-6863-880 立即咨询焊接工艺评价 焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前,唯一的焊接工艺是铁匠沿用了数百年的金属锻焊。最早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着第一次和第二次世界大战开战,对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。 又叫熔化焊,是一种最常见的焊接方法。所谓熔焊,是指焊接过程中,将联接处的金属在高温等的作用下至熔化状态而完成的焊接方法,可形成牢固的焊接接头。由于被焊工件是紧密贴在一起的,在温度场、重力等的作用下,不加压力,两个工件熔化的融液会发生混合现象。待温度降低后,熔化部分凝结,两个工件就被牢固的焊在一起,完成焊接的方法。由于在焊接过程中固有的高温相变过程,在焊接区域就产生了热影响区。固态焊接和熔焊正相反,固态焊接没有金属的熔化。 气焊所用的可燃气体与气割相同,主要有乙炔、液化石油气(丙烷、丁烷、丙烯等)和氢气等,氧气为助燃气体。 气焊用的焊丝起填充金属的作用,焊接时与熔化的母材一起组成焊缝金属。因此,应根据工件的化学成份和机械性能选用相应成份或性能的焊丝,有时也可以用从被焊板材上切下的条料作焊丝。 焊接有色金属、铸铁和不锈钢时,还应采用焊粉(熔剂),用以消除覆盖在焊材及熔池表面上的难熔的氧化膜和其它杂质,并在熔池表面形成一层熔渣,保护熔池金属不被氧化,排除熔池中的气体、氧化物及其它杂质,提高熔化金属的流动性,使焊接顺利并保证质量和成形。 气焊主要应用于薄钢板、低熔点材料(有色金属及其合金)、铸铁件和硬质合金刀具等材料的焊接,以及磨损、报废车件的补焊、构件变形的火焰矫正等。 气焊的优点是设备简单(氧气瓶、乙炔瓶、回火保险器、焊炬、减压器、氧气、乙炔、输送管等)使用灵活;对铸铁及些有色金属的焊接有较好的适应性;在电力供应不足的地方需要焊接时,气焊可以发挥更大的作用。其缺点是生产效率较低;焊接后工件变形和热影响区较大;较难实现自动化。 电弧焊是工业生产中应用最广泛的焊接方法,它的原理是利用电弧放电(俗称电弧燃烧)所产生的热量将焊条与工件互相熔化并在冷凝后形成焊缝,从而获得牢固接头的焊接过程。电弧焊焊接低碳钢或低合金钢时,电弧中心部分的温度可达6000~8000℃,两电极的温度可达到2400~2600℃。 指在加热或不加热状态下对组合焊件施加一定压力,使其产生塑性变形或融化,并通过再结晶和扩散等作用,使两个分离表面的原子达到形成金属键而连接的焊接方法。压焊的类型很多,常用的有电阻焊、锻焊、接触焊、摩擦焊、气压焊、冷压焊、爆炸焊均属于压焊范畴。 是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。钎焊时,首先要去除母材接触面上的氧化膜和油污,以利于毛细管在钎料熔化后发挥作用,增加钎料的润湿性和毛细流动性。根据钎料熔点的不同,钎焊又分为硬钎焊和软钎焊。焊接的分类
熔焊
气焊
电弧焊
压焊
钎焊